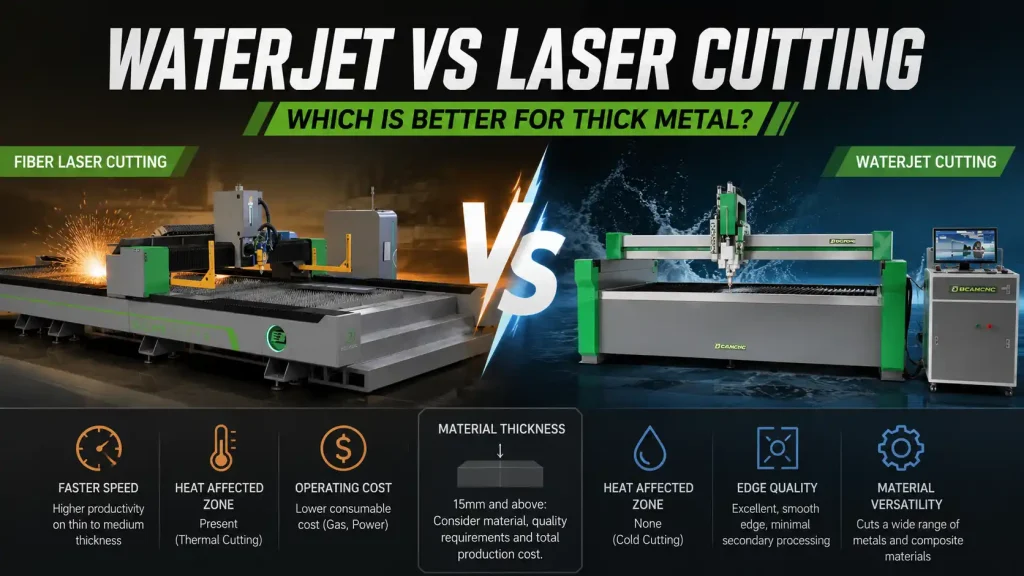
If you’re cutting metal thicker than 15 mm (5/8 inch), stop comparing machines based on cutting speed alone.
The biggest mistake I see in fabrication shops is evaluating a cutting machine by how fast it makes sparks or how quickly it finishes a nesting sheet. Speed is easy to measure. The expensive problems usually appear later—when the part reaches welding, machining, assembly, inspection, or final fit-up.
A fiber laser cutting machine can process thick steel remarkably fast. A waterjet cutting machine can produce a slower cut with virtually no thermal influence. Neither technology is automatically better. The question is which process creates the lowest total manufacturing cost after the part leaves the cutting table.
I’ve seen shops save money by replacing waterjet cutting with fiber laser. I’ve also seen shops spend tens of thousands of dollars annually fixing downstream problems that started at the cutting stage. The right choice depends on material thickness, production volume, welding requirements, machining operations, and how much rework your factory can tolerate.
Why Cutting Speed Is Often the Wrong Metric
Most sales presentations focus on cutting speed.
Production managers usually care about something else.
They care about whether parts move smoothly through the rest of the factory.
A bracket that cuts in 30 seconds but requires grinding, straightening, and re-machining may actually cost more than a part that takes three minutes to cut cleanly the first time.
This is where the debate between waterjet cutting and laser cutting becomes interesting.
The real comparison is not fast versus slow.
It is thermal cutting versus cold cutting.
The Real Difference Between Thermal and Cold Cutting
A fiber laser cutting machine removes material using concentrated thermal energy.
An abrasive waterjet cutting machine removes material through erosion using high-pressure water and garnet abrasive.
That difference affects almost everything that happens afterward.
Laser cutting introduces heat into the workpiece.
Waterjet cutting does not.
Simple statement.
Major consequences.
With laser cutting, the material around the cut edge experiences thermal expansion and contraction.
Depending on material type, thickness, assist gas settings, cutting speed, and machine calibration, this may create:
- Heat affected zones (HAZ)
- Edge hardening
- Thermal distortion
- Taper variations
- Additional cleaning requirements
Waterjet cutting avoids these issues because the process remains essentially cold.
The metallurgy remains unchanged.
Material hardness remains consistent.
There is no thermal stress introduced into the workpiece.
That becomes important when the part is heading to a welding station, machining center, or aerospace assembly fixture.

What Happens After the Part Leaves the Machine
This is the discussion many buyers skip.
Engineers usually understand it immediately.
Purchasing departments sometimes don’t.
Imagine two identical 25 mm carbon steel plates.
One is laser cut.
One is waterjet cut.
Both meet dimensional requirements.
Both pass inspection.
On paper they appear identical.
They are not.
The laser-cut component may require:
- Dross removal
- Edge grinding
- Weld preparation
- Additional machining effort
The waterjet-cut component may move directly to the next operation.
The difference is not visible on the quotation.
The difference appears later in labor costs.
A production line rarely suffers from one major problem.
It suffers from hundreds of small inefficiencies.
Cutting technology can either reduce or multiply those inefficiencies.

Material Thickness Changes the Economics
For thin sheet metal production, fiber laser is difficult to beat.
When processing:
- 1 mm stainless steel
- 3 mm carbon steel
- 6 mm aluminum
- 10 mm sheet components
laser cutting often delivers the best combination of speed and operating cost.
As thickness increases, the calculation changes.
Particularly when dealing with:
- 20 mm carbon steel
- 25 mm stainless steel
- 40 mm aluminum
- Titanium plate
- Tool steel
- Composite laminates
At this stage, edge quality and material integrity often become more important than cutting speed.
The more expensive the material becomes, the more costly mistakes become.
A slight thermal issue on mild steel may be acceptable.
A thermal issue on aerospace-grade titanium is a different conversation.
Comparing Waterjet and Fiber Laser for Thick Metal
| Factor | Fiber Laser Cutting | Abrasive Waterjet Cutting |
|---|---|---|
| Cutting Method | Thermal | Cold |
| Heat Affected Zone | Present | None |
| Material Distortion | Possible | Minimal |
| Edge Hardening | Possible | None |
| Metallurgical Changes | Yes | No |
| Titanium Processing | Limited | Excellent |
| Thick Stainless Steel | Good | Excellent |
| Carbon Steel Production Speed | Excellent | Moderate |
| Composite Material Processing | Limited | Excellent |
| Secondary Finishing | Often Required | Often Minimal |
| Consumables | Assist Gas, Nozzles, Lenses | Garnet, Nozzles |
| Operating Speed | Faster | Slower |
| Material Flexibility | Moderate | Very High |
The table is useful.
The production floor tells the real story.
The Hidden Costs Nobody Includes in ROI Calculations
Every technology has hidden expenses.
Waterjet users often underestimate abrasive costs.
Laser users often underestimate downstream labor.
A typical abrasive waterjet system operating between 3,800 and 6,000 bar may consume substantial quantities of garnet depending on nozzle size, pressure settings, and cut quality requirements.
That cost is real.
At the same time, laser operations face their own expenses:
- Assist gas consumption
- Protective lens replacement
- Nozzle wear
- Chiller maintenance
- Optical contamination
- Gas supply infrastructure
Neither machine is maintenance-free.
The costs simply appear in different places.
The mistake is focusing on machine operating cost while ignoring production cost.
Those are not the same thing.
What Operators Actually Talk About
Machine brochures discuss cutting capacity.
Operators discuss consistency.
One fabrication supervisor once summarized it perfectly:
“The laser is faster when everything is perfect. The waterjet is more forgiving when production isn’t.”
That statement contains more practical truth than most marketing materials.
Material quality varies.
Plate flatness varies.
Mill scale varies.
Incoming inventory is rarely perfect.
Laser cutting generally rewards process control.
Waterjet cutting tends to tolerate material variation more easily.
For many factories, that flexibility has real value.
When Faster Cutting Increased Total Production Cost
Several years ago, I worked with a manufacturer producing heavy industrial equipment.
They were processing approximately 1,000 carbon steel base plates per batch.
Material thickness was 25 mm.
The company operated a high-power fiber laser cutting machine and selected laser because the cost per cut appeared lower.
Initially, everything looked successful.
Cutting speed improved significantly.
Production targets were achieved.
The problems appeared later.
The machining department noticed accelerated tool wear.
The welding department reported inconsistent edge behavior.
Assembly personnel spent additional time correcting minor fit-up issues.
None of the problems were severe individually.
Together, they created a major productivity loss.
After investigation, the source was traced back to thermal effects introduced during cutting.
The company later shifted thick structural components to a waterjet cutting machine while keeping laser cutting for thinner materials.
The result surprised management.
Cutting speed decreased.
Total production efficiency increased.
Why?
Because grinding, straightening, edge preparation, and corrective work dropped significantly.
The lesson was simple.
Never evaluate a cutting process by cutting speed alone.
Evaluate it by the cost of producing the finished assembly.
When Laser Cutting Is the Better Choice
Fiber laser cutting is usually the smarter option when:
- High-volume production is required
- Material thickness is relatively moderate
- Speed is critical
- Sheet metal processing dominates production
- Secondary finishing requirements are low
- Cost per part is the primary concern
Many manufacturers should absolutely choose laser.
Not every application benefits from waterjet technology.
When Waterjet Cutting Is the Better Choice
Waterjet cutting becomes attractive when:
- Material thickness increases significantly
- Heat distortion is unacceptable
- Titanium is involved
- Composite materials are processed
- Aerospace requirements apply
- Material value is high
- Subsequent machining operations are critical
- Edge metallurgy must remain unchanged
The thicker and more expensive the material becomes, the more valuable process stability becomes.
FAQ
Can laser cutting eliminate the heat affected zone?
No.
Process optimization can reduce the impact, but thermal energy is still being introduced into the material.
Is waterjet cutting always more expensive?
Not necessarily.
Machine operating costs may be higher, but secondary processing costs are often lower.
The correct comparison is total manufacturing cost.
At what thickness should I switch from laser to waterjet?
There is no universal number.
For many applications, the decision point begins around 15–25 mm, but material type, tolerance requirements, welding requirements, and production volume matter more than thickness alone.
Which process is better for titanium?
Waterjet cutting is generally preferred because it preserves material properties and avoids heat affected zones.
Which process provides higher productivity?
For thin and medium-thickness materials, fiber laser cutting is usually faster.
For high-value thick materials requiring minimal secondary processing, waterjet may provide better overall productivity.