The humanoid robotics industry is moving quickly, but inside most production workshops, the real pressure is still manufacturing efficiency.
The humanoid robotics industry is moving quickly, but inside most production workshops, the real pressure is still manufacturing efficiency.
Prototype revisions happen weekly. Material combinations change constantly. One day the shop is machining foam verification models, the next day trimming carbon fiber shells or machining aluminum structural brackets. Many suppliers are trying to balance prototype flexibility, machining quality, and machine utilization at the same time.
For manufacturers producing humanoid robot components, the challenge is usually not “Can this part be machined?” The challenge is:
- How to machine complex curved parts efficiently
- How to reduce repeated setups
- How to handle multiple materials on the same production floor
- How to avoid occupying expensive metal-cutting machining centers with composite or foam work
- How to maintain fast prototype turnaround for robotics customers
This is where a heavy-duty 5 axis CNC router becomes practical.
At BCAMCNC, we work with manufacturers machining composite parts, prototype molds, aluminum structures, and multi-material robot components. Rather than positioning 5-axis routing as a replacement for metal machining centers, we see it as a highly effective complement for large-format, lightweight, and multi-surface robotic parts manufacturing.
Why More Robotics Suppliers Are Evaluating 5 Axis CNC Routers

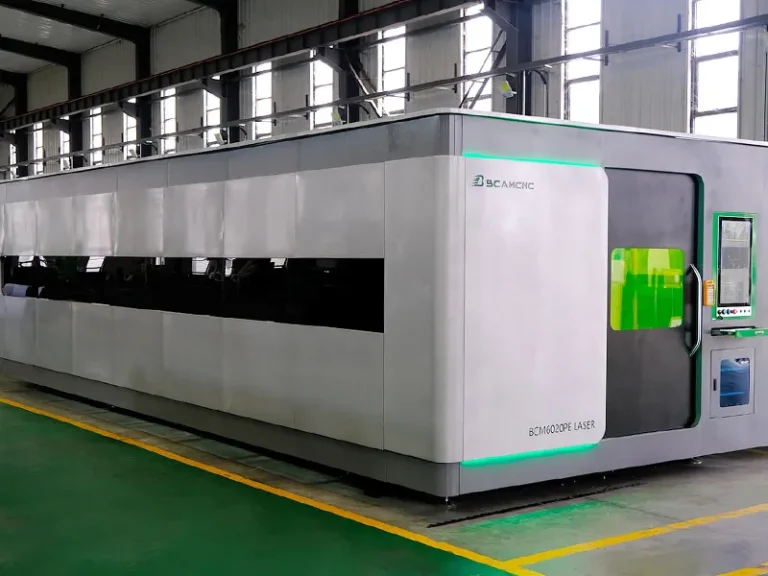
The machine shown above is a BCAMCNC double-table 5 axis CNC router designed for large-format and multi-material machining applications.
Typical machine parameters include:
- Rapid traverse speed: 20 m/min
- Machining speed: approximately 8–10 m/min depending on material type
- Positioning accuracy: 0.05 mm
- Repeat positioning accuracy: ±0.05 mm / 1000 mm
In actual production environments, machining speed always depends on the material, cutting depth, tooling strategy, and surface finish requirements. Foam processing speeds are naturally very different from aluminum or composite trimming operations.
For many humanoid robot component manufacturers, the value of this type of machine is not simply “5-axis capability.” The value comes from combining:
- Large machining envelope
- Continuous multi-angle movement
- Multi-material compatibility
- Faster setup transitions
- Flexible prototype production
This becomes especially useful when machining curved robot exterior structures and lightweight support components.
Complex Exterior Shells Require Multi-Angle Access
Humanoid robot exterior parts rarely contain simple flat surfaces.
Typical parts include:
- Robot arm shells
- Leg covers
- Torso housings
- Foot structural covers
- Carbon fiber exterior panels
These parts usually involve:
- Organic curved surfaces
- Deep trimming paths
- Inclined drilling positions
- Multi-directional machining access
On a conventional 3-axis setup, manufacturers often need multiple fixtures and repeated repositioning. That increases setup time and introduces alignment variation between operations.
A 5 axis CNC router allows the spindle to approach the workpiece from different angles within a single setup, which helps reduce excessive flipping and secondary clamping.

For composite shell processing, this is often more important than maximum cutting force.
Composite Materials Continue To Grow In Robotics Manufacturing
Many humanoid robotics projects increasingly rely on lightweight materials to reduce total system weight while maintaining structural rigidity.
Common materials include:
- Carbon fiber
- Fiberglass
- Engineering plastics
- Resin boards
- Foam materials
- Aluminum alloys
For robotics suppliers, one practical issue is that these materials behave very differently during machining.
Carbon fiber trimming requires stable toolpaths and controlled cutting conditions to reduce fraying and delamination.

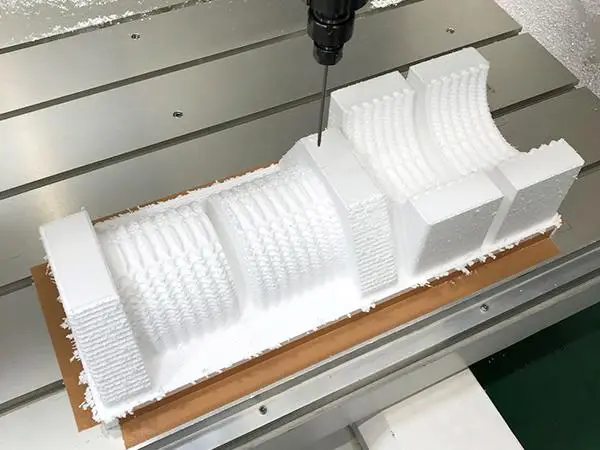
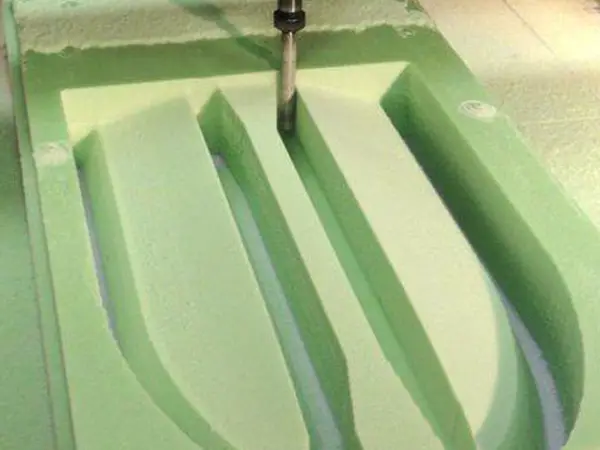
Foam prototype machining focuses more on rapid material removal and large-volume carving efficiency.
Engineering plastics may require attention to heat buildup and edge finish quality.
Aluminum structural parts require proper chip evacuation and conservative cutting strategies compared with dedicated metal machining centers.
This is why many workshops prefer separating lightweight composite and prototype production from hardened metal machining operations.
Prototype Development Is Often More Important Than Mass Production
Most humanoid robot companies are still in rapid development cycles.
Design revisions happen frequently, especially during:
- Structural verification
- Sensor integration
- Battery packaging
- Motion testing
- Exterior shell optimization
As a result, suppliers often need to produce:
- Foam appearance models
- Resin verification samples
- Carbon fiber molds
- Fiberglass molds
- Small-batch prototype parts
In these situations, flexibility becomes more valuable than fully optimized mass production automation.
A double-table 5 axis CNC router can also improve workflow continuity in prototype environments. While one table is being loaded or unloaded, the second table can continue machining, helping reduce machine idle time during short-run production.
Aluminum Structural Parts and Mounting Components
Not all humanoid robot components are composite shells.
Many internal structural parts use aluminum alloys such as 6061 or 7075 for lightweight support structures.
Typical applications include:
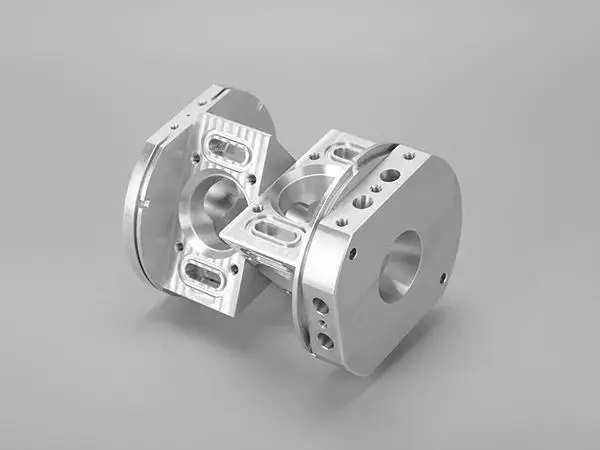


- Joint mounting brackets
- Internal support frames
- Battery support structures
- Foot structural components
- Prototype assembly structures
For these applications, multi-angle accessibility is often the primary advantage of 5-axis machining.
At the same time, it is important to keep realistic process expectations.
A 5 axis CNC router is highly effective for lightweight aluminum structural components and multi-surface prototype machining, but it is not intended for hardened steel gears, harmonic drive flexsplines, or ultra-heavy cutting applications typically handled by dedicated machining centers.
For many manufacturers, the goal is not replacing every machine on the floor. The goal is improving production allocation.
If expensive machining centers are occupied trimming carbon fiber shells or carving foam tooling blocks, overall production efficiency suffers.
Where This Type Of Machine Fits In A Robotics Production Workshop
In actual robotics manufacturing environments, production equipment usually becomes specialized over time.
A practical workflow often looks like this:
| Component Type | Common Material | Typical Equipment |
|---|---|---|
| Exterior shells | Carbon fiber / fiberglass | 5 axis CNC router |
| Prototype models | Foam / resin board | 5 axis CNC router |
| Lightweight brackets | Aluminum / engineering plastics | 5 axis CNC router |
| Composite molds | Tooling board / resin / wood | 5 axis CNC router |
| High-load transmission parts | Hardened steel alloys | Metal machining center |
This type of division helps manufacturers optimize machine utilization instead of forcing every operation onto one platform.
For robotics suppliers handling frequent design revisions and small-batch development work, flexibility and setup efficiency often matter more than theoretical maximum spindle load.