Today, I want to talk about the manufacturing process and precautions of the foam cnc router with friends who need to process foam sculptures.
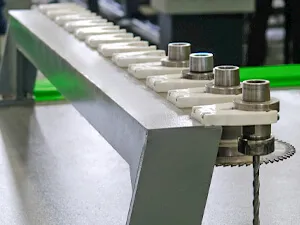
First, the foam cnc router can generally produce works of different size standards at one time according to the stroke. For example, if I bought the 1325 standard, the maximum width that can be engraved is 1.3 meters by 2.5 meters. Now there is also a 2030 standard on the market, that is, the width that can be engraved can reach 2 meters by 3 meters. The thickness (height) of the carving is based on the depth of the carving knife and the robotic arm.
Second, I talked about the foam cnc router, and then I talked about foam. Generally, the foam used for foam sculpture is best to use standard foam above 18kg/m3, which has higher density and better details. Of course, the higher the density, the better the engraving effect. There is still 30kg/cubic meter of foam, but the cost is too high. You don’t have to choose the best price-performance ratio when doing business. If your shape is relatively simple and does not have many messy appearances, you can also choose a foam with a relatively low density, but it is best not to be less than 12kg cubic meters. The foam is preferably a flame-retardant foam, because the safety factor will be much higher, and this Foam is non-flammable and will gradually melt in case of open fire, avoiding many fire hazards. By the way, there are many black or blue particles on the outside of the foam, don't think it is a magazine. In fact, this is a common sign of flame-retardant foam. The size of the foam is 0.6m×1.2m×6m, and then the high-density flame-retardant foam is cut as required.

Third, the machine is ready and the foam is in stock. Where do I start? From the software! ! Many people get a headache when they see software. Don't have a headache. First of all, you must have a model file that can be modeled by yourself, or it can be given to you by Party A’s father, but if you are making machine foam sculptures, you must be able to model with software, because not all Party A’s fathers can give it to you. Your 3D model file! Generally, C4D, 3Dmax, Maya, ZB can be used for modeling, and industrial design software such as rhino can also be used for industrial modeling. It is quite enjoyable to make a 3D file of the model you want to make. Seeing the 3D model made by myself, I feel very fulfilled. We will talk about specific modeling later. This is a professional knowledge. The built model can also be reduced by share and printed with a 3D printer. This file is universal, and the established model can be exported to stl or obj format.
Fourth, after the model is built and the size is adjusted, I start to consider how to sculpt. If the model is large and exceeds the scale of the machine's engraving stroke, it needs to be cut manually. When cutting, pay attention to the parts and not affect the key position.
Fifth, after the cut is completed, create a knife path. The knife path is the way the carving knife walks. You have to let the machine know how to take his knife, right? Need to use a software called powermill, specializing in cutting the way. We import the model into this software, and then follow the process to get the cut path.
six. According to the size of the foam cut in the software, cut the big foam you bought into small pieces, number them, and then you can engrave them on the machine. The machine works, people drink tea, and the machine stops. Very simple, the carving is over.
Seven, after carving and splicing, polish with sandpaper. There are electric sander and manual sandpaper for sanding. Choose according to the situation, and then it's time to paint.